The Kuntze analyzer outperformed the previous system by delivering consistently reliable measurements while significantly reducing the required preventative maintenance and operational expenses. Through the use of their remote monitoring tool Cloud Connect®, the Kuntze Instruments team was able to track the progress and success of the trial by interpreting the sensor signal compared to the reference measurements provided by the plant.
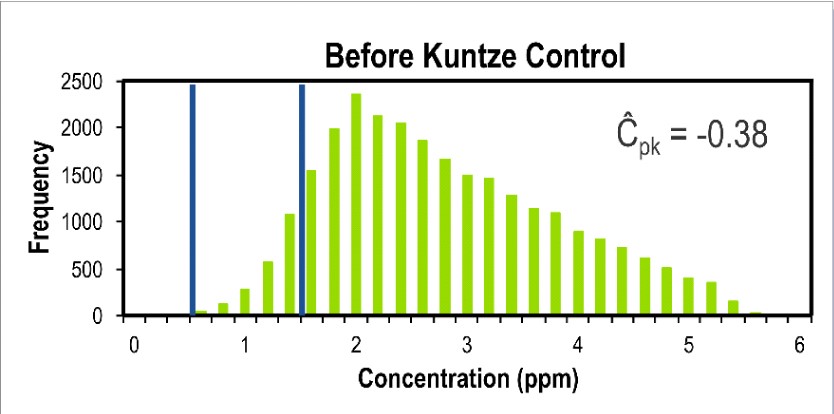
To compare the performance of each system, Kuntze Instruments calculated the process capability index (Ĉpk) of the process before and after the plant switched to control by the Kuntze analyzer. The Ĉpk shows how closely a process stays between an upper set limit (USL) and a lower set limit (LSL), and process capability improves as Ĉpk increases. In the context of biocide control, Ĉpk reflects how well the biocide residual stays close to a specified target (between the USL and the LSL) with little to no fluctuations.
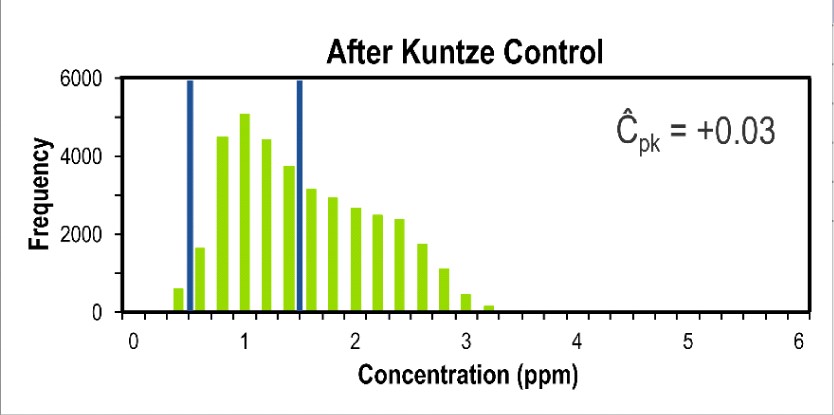
Before the dosing pumps were controlled by the Kuntze analyzer, the biocide residual did not fall between the USL and LSL (Ĉpk = -0.38). After the plant switched to Kuntze control, the average biocide residual fell within the specified limits (Ĉpk = 0.03). The increase in Ĉpk indicates that controlling using the Kuntze analyzer improved the process and brought it into compliance.
Because of the addition of the Kuntze analyzer, there were significant cost benefits for the plant:
- Elimination of the 100-micron pre-filter system (savings: $5200 filter media plus 13 labor replacement hours/year)
- Reduction of analyzer sensor cleaning and maintenance (20 labor hours/year)
- Reduction of cooling water process loss (615,000 gallons/year)
- Reduction of chemical costs due to less overfeeding
- Reduction of corrosion of plant infrastructure due to less overfeeding
Based on the trial results, the pet food processing plant decided to replace all analyzers with Kuntze technology.